Правильные способы хонингования цилиндров двигателя
Содержание:
- Как обрабатывают отверстия не круглой формы
- Технология хонингования в домашних условиях
- Динамические качества и расход топлива
- Можно ли заряжать щелочные батарейки?
- Виды отделочной обработки полирование
- Как расточить цилиндр правильно
- Важные требования
- Что делать, если в моторе появились задиры
- Как происходит процесс хонингования двигателя?
- В чём суть хонингования цилиндров
- Зачем нужно хонингование цилиндров двигателя
- Что автовладельцы говорят о хонинговании цилиндров
- Что делать, если в моторе появились задиры
- Что лучше, хонингование или шлифовка цилиндров мотора
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов. Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Динамические качества и расход топлива
Данный кроссовер никак не отнесешь к тем моделям, которые резво стартуют с места сразу после нажатия педали газа в пол. Автомобиль отличается мягкостью во всем, в том числе и в постепенном ускорении. Возможность набора скорости до 100 км/ч лишь за 12,8 секунды явно подтверждает, что паркетник не способен на взрывные маневры и предназначен для спокойной уверенной езды как в городе, так и на трассе.
Относительно расхода топлива можно сказать, что кросс является достаточно прожорливым, поскольку, даже в соответствии с официальными данными, средний уровень потребления бензина будет составлять 8,1-8,6 литра на 100 км пути. Это фактически означает расход на уровне 10 литров. Подобный уровень потребления бензина, учитывая наметившуюся тенденцию среди всех мировых производителей к выпуску моделей с гибридными агрегатами, является существенным недостатком кросса.
Можно ли заряжать щелочные батарейки?
Виды отделочной обработки полирование
Существует несколько типов отделочной обработки:
- Шлифование — метод обработки материала с помощью режущего абразивного инструмента. Обрабатываемая поверхность бывает фасонной, цилиндрической, конической и так далее.
- Притирка (доводка).
- Хонингование.
- Суперфиниширование.
-
Полирование — отделочная операция, применяемая для придания поверхности металлического блеска, повышения внешней красоты и долговечности, либо как подготовительное мероприятие перед никелированием, хромированием и другими покрытиями.
- Ультразвуковая обработка.
- Электроискровая обработка.
- Светолучевая обработка металлов.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
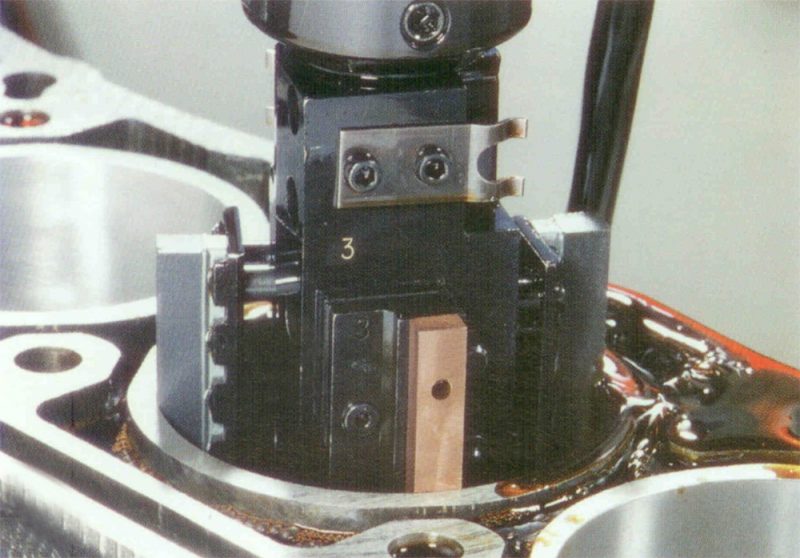
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.
Важные требования
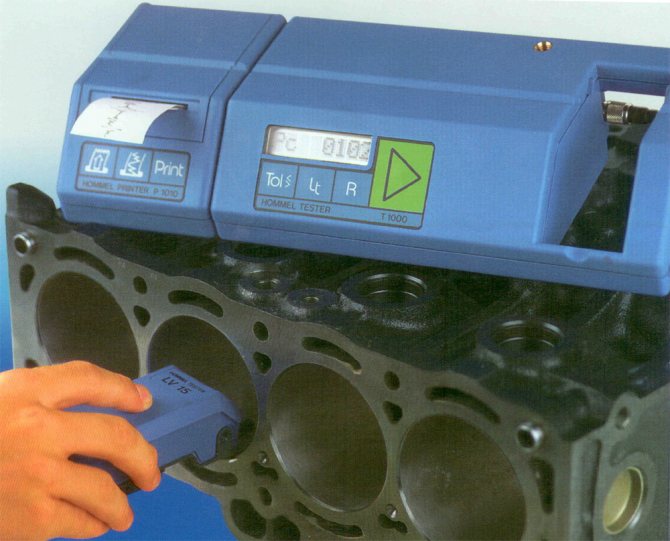
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Как происходит процесс хонингования двигателя?
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
 Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.

- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Видео о том, что такое хонингование
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили. Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
- Равномерность износа хонингования Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
- Одинаковый хон или разный Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.