Нужно ли протягивать гбц после замены прокладки
Содержание:
Регулировка затяжки
Итак, если решили заняться затяжкой винтов ГБЦ и регулировкой момента, то нужно соблюдать определенный порядок и последовательность. Болты крепления ГБЦ не должны быть слишком затянуты или не дотянуты. Усилие нужно прикладывать, но не увлекаться. Если не имеете опыта, то за помощью лучше обратиться к профессионалам.
Инструменты
Динамометрический ключ, необходимый для затягивания элементов ДВС
Несмотря на то что этот процесс ремонтных работ требует особенного индивидуального подхода, подготовка к нему проходит быстро. Все потому что для этого не надо подготавливать целый набор инструментов. Если решили заняться этим самостоятельно, то понадобится приготовить только динамометрический ключ.
В хозяйстве такой ключ вряд ли получится найти, придется его приобретать в магазине. Сегодня средняя стоимость такого инструмента составляет около 800 рублей (250 гривен). Это более дешевый вариант. Можно приобрести и профессиональный ключ, его стоимость составляет около 1 500 рублей (500 гривен) и больше.
Загрузка …
Схема затяжки
Так выглядят штифты головки двигателя
Рассмотрим схему процесса. Сразу же отметим, процедура затяжки осуществляется в несколько этапов, каждый имеет определенные шаги. При первом этапе порядок действий такой:
- Если не знаете, какой должен быть порядок затяжки, то все элементы необходимо закрепить моментом 3,5 — 4,1 кгс*м;
- На следующем этапе эти элементы нужно закрепить, чтобы момент составлял 10,5 — 11,5 кгс*м;
- Последний, одиннадцатый болт нужно закрутить моментом 3,5 — 4,0 кгс*м.
Что касается второго этапа работ, то он осуществляется в несколько шагов:
- Сначала нужно соблюдать момент обтяжки, он должен составлять 2,0 кгс*м;
- После этого элементы ГБЦ необходимо провернуть на 90 градусов;
- Затем следует еще раз довернуть их на 90 градусов.
Этапы
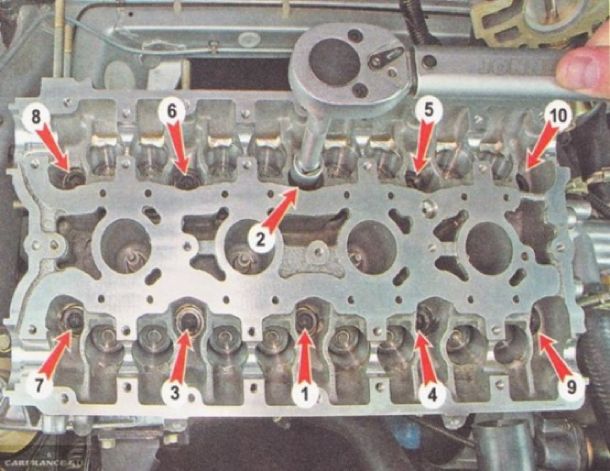
Номерами отмечены винты под демонтированной крышкой блока, которые надо затянуть
Рассмотрим поэтапную инструкцию по затягиванию болтов. Как сказано выше, она будет индивидуальна для каждого транспортного средства. Поэтому, если хотите заняться этим делом самостоятельно, то вам в любом случае необходима сервисная книжка к своему авто. В частности, вам потребуется:
- ознакомиться с процессом и схемой затягивания винтов ГБЦ в своей машине;
- также необходимо знать время силы для затягивания винтов ГБЦ;
- ознакомиться со штифтами, которые используются для затягивания, возможно, они имеют специфическую форму или другие нюансы, которые следует учесть.
Процесс затягивания штифтов головки при помощи динамометрического ключа
Как сказано выше, процедура по затягиванию штифтов ГБЦ происходит в несколько этапов. Рассмотрим этот процесс на примере автомобиля ВАЗ 2109:
- Все регулировочные штифты следует затянуть таким образом, чтобы момент был равен 2,0 кгс*м.
- Затем эти же винты нужно закрепить. Для этого момент должен быть равен примерно 8 кгс*м.
- Все винты следует провернуть, но не более, чем на 90 градусов.
- Затем нужно довернуть штифты не более, чем на 90 градусов.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Это интересно: Причины черных свечей зажигания: карбюратор, инжектор
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.
Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе
Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут
То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Особенности выполнения работ на примере некоторых авто
В разных автомобилях процедура выполняется по одному сценарию, но есть и нюансы.
ВАЗ-2112 16 клапанов
На 16 клапанной двенашке голова крепится при помощи 10 болтов. Каждый элемент должен ввинчиваться в определенном порядке в три приема.
- Первый проход выполняется на 20 Н*м.
- Далее нужно докрутить под 90 градусов каждый винт.
- Спустя 20-30 минут нужно еще раз выполнить пункт №2.
ВАЗ-2107
На семерке принцип действия немного отличается.

В первый проход затягиваются все болты, кроме №11 с усилием 3,5 кгс/м. Второй подход подразумевает усилие уже 11 кгс/м. Только при третьей протяжке закручивается винт №11 с показателем на ключе в 4 кило.
«Самара», 10-е семейство, Приора

На Самарах закручивание происходит от центра в 4 приема, где нужно сделать протяжку на 2, затем 8кг и следом еще две подтяжки по 90 градусов.
«Волга»
На стандартном моторе Волги ЗМЛ 402 присутствует 10 гаек крепления ГБЦ. Их нужно затягивать в указанной последовательности в два подхода с моментом 42 и 85 КГс/м.
После первых 2-3 пусков и 5000 км пробега следует обтянуть крепления.

Порядок выполнения работ
До того, как осуществить затяжку, придется добраться до головки блока. Сделать это удастся не ранее, чем после разбора доброй половины мотора.
Сначала разомкните колодки, коммутирующие провода, ведущие к датчикам температуры тосола и контролирующего уровень масла. Покончив с этим, слейте охлаждающую жидкость
На данном важном моменте необходимо остановиться отдельно. Будьте внимательны – упомянутый выше состав довольно токсичен, потому лучше работать в перчатках
Для сбора ОЖ приготовьте тару объемом не менее 9 литров.
Далее:
- снимите термостат, а за ним и воздушный фильтр;
- отключите от коллектора выхлопную трубу;
- с распределительного вала ВАЗ уберите защитный корпус, а также ремень;
- от карбюратора надлежит отделить приводные тросы дроссельных заслонок;
- снимите все кабели, ведущие к ГБЦ, а также трубки, шланги и пр. (обязательно ослабьте фиксирующие их хомуты, иначе сдвинуть в сторону не получится).
Теперь вы получили прямой доступ к головке. Отвинтите все удерживающие ее болты, и, воспользовавшись помощью напарника, демонтируйте ГБЦ. После этого оторвите старую прокладку.
Заднюю поверхность блока 8-клапанного мотора ВАЗ осторожно очистите от грязи и прилипших фрагментов материала уплотнительного элемента. Отшлифуйте ее мелким наждаком – должна остаться совершенно ровная, матовая основа
Попутно проверьте все клапаны и сальники.
Непременно уберите из отверстий для болтов попавшее туда масло и мусор. Смазка способствует снижению силы трения, что в данном случае чревато множеством неприятностей, а посторонние фрагменты не дадут обеспечить надежное крепление.
Остается поставить новую прокладку и произвести обратный монтаж ГБЦ ВАЗ-2114. Вот здесь и наступает время рассказать о том, каков требуется момент затяжки.
Неисправности, когда требуется снятие и установка ГБЦ
Существует ряд неисправностей, по причине которых ГБЦ ВАЗовской «шестёрки» приходится демонтировать с автомобиля для дальнейшей диагностики или ремонта. Остановимся на них детальнее.
Прогорела прокладка
О том, что прокладка ГБЦ вышла из строя (прогорела или её пробило), свидетельствуют следующие признаки:
- появление подтёков или прорыв газов на стыке между блоком двигателя и головкой. При таком явлении в работе силовой установки появляются посторонние шумы. При разрыве внешней оболочки уплотнителя могут появляться следы смазки или охлаждающей жидкости (ОЖ);
-
образование эмульсии в моторном масле. Происходит такое при попадании охлаждающей жидкости через прокладку в масло либо при образовании трещины в БЦ;
-
появление белого дыма из системы выхлопа. Белый выхлоп возникает при попадании ОЖ в камеру сгорания мотора. В такой ситуации уровень жидкости в расширительном бачке постепенно снижается. Несвоевременный ремонт может привести к гидроудару. Гидроудар — неисправность, которая вызвана резким повышением давления в подпоршневом пространстве;
-
попадание смазки и/или отработавших газов в систему охлаждения двигателя. Выявить попадание смазки в ОЖ можно по наличию масляных пятен на поверхности жидкости в расширительном бачке. Кроме этого, когда нарушается герметичность прокладки, в бачке могут появиться пузыри, свидетельствующие о проникновении в систему охлаждения отработавших газов.
Видео: повреждение прокладки ГБЦ
Повреждение привалочной плоскости ГБЦ
К образованию дефектов привалочной поверхности головки блока могут приводить такие причины:
- продолжительная работа силового агрегата;
- перегрев мотора;
- некачественная охлаждающая жидкость.
Дефекты такого рода устраняются путём обработки плоскости, с предварительным демонтажем головки.
Повреждение привалочной плоскости на примере ГБЦ «Калины»
Трещины в головке блока
Основными причинами, которые приводят к появлению трещин в ГБЦ, являются перегрев мотора, а также неправильная затяжка крепёжных болтов при монтаже. В зависимости от характера повреждений головку можно отремонтировать с помощью аргоновой сварки. При серьёзных дефектах ГБЦ придётся заменить.
Перегрев мотора может привести к появлению трещины на ГБЦ
Износ направляющих втулок
При большом пробеге двигателя или применении некачественного моторного масла, направляющие втулки клапанов изнашиваются, что приводит к нарушению герметичности между седлом и тарелкой клапана. Основным признаком такой неисправности является повышенный расход масла, а также появление сизого дыма из выхлопной трубы. Проблема устраняется путём замены направляющих втулок.
Износ сёдел клапанов
Сёдла клапанов могут изнашиваться по нескольким причинам:
- использование низкокачественного топлива;
- большой пробег двигателя;
- неправильная установка зажигания.
Неисправность решается правкой либо заменой сёдел. Кроме этого, в обязательном порядке проверяется система зажигания.
Дефекты седла приводят к неплотному прилеганию клапана и потере герметичности камеры сгорания
Облом свечи зажигания
Довольно редко, но бывает, что в результате чрезмерной затяжки свечи, деталь обламывается на резьбе в свечном отверстии. Чтобы извлечь остатки свечного элемента ГБЦ, требуется демонтировать и подручными инструментами выкручивать резьбовую часть.
Неисправности ЦПГ
При неполадках цилиндропоршневой группы двигателя, головку блока также приходится снимать. К наиболее распространённым поломкам ЦПГ относятся:
- повышенный износ цилиндров, колец и поршней;
- повреждение поршня;
- залегание колец.
При чрезмерном износе цилиндров двигатель полностью разбирают для замены поршневой группы, а также для расточки внутренней полости цилиндров на станке. Что касается повреждения самих поршней, то они хоть и нечасто, но прогорают. Всё это приводит к необходимости демонтажа ГБЦ и замены неисправных деталей. При залегании колец нормальная работа цилиндра и двигателя в целом становится невозможной.
При залегании колец нормальная работа двигателя нарушается
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Это интересно: Причины стука клапанов на холодном двигателе и как их устранить
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
Правильная затяжка болтов – нюансы
Прежде чем приступить к процедуре затяжки, пристально изучите износ болтов. Убедитесь, что резьба на них пребывает в удовлетворительном состоянии, а длина не выходит за рамки нормативной. В соответствии с технической документацией, болты, удерживающие головку блока, имеют размер не больше и не меньше 135,5 миллиметра. Для измерения используйте штангенциркуль.
Растянувшиеся болты не позволяют выполнить надежную затяжку и быстро ослабевают. Если элементы соответствуют стандарту, то их ничто не мешает эксплуатировать и в дальнейшем. Изношенные же заменяются на новые – стоят они недорого.
Прошедшие контроль болты сначала закрутите до упора голыми руками. Далее берите динамометрический ключ и приступайте к затяжке. Если такого инструмента у вас нет, то приобретите или одолжите – на глаз вы ничего сделать не сможете.
Независимо от количества клапанов, работы на ВАЗ-2114 проводятся в одной и той еже последовательности. Во избежание перекосов сначала затягивают два центральных болта, потом те, что располагаются по левую и правую руку от них. И наконец переходят к угловым.
Главный принцип затяжки прост – ее осуществляют в несколько этапов. На первом круге достаточно усилия в 20 Н·м (или 2 кгс·м).
В следующий раз момент доводится до 70-85,5 Н·м. Рекомендуется подтягивать к верхней границе. После этого остается все болты провернуть на 90 градусов по очереди. В завершение повторить этот этап еще раз по кругу.
Старайтесь выполнить все работы, как описывалось выше, и точно в указанном порядке – только тогда вы получите гарантию надлежащей работы силового агрегата. Неправильная затяжка провоцирует ускоренный износ как прокладки, так и самого блока цилиндров.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.