Нюансы расточки цилиндров в домашних условиях
Содержание:
- Особенности по гильзовке блока цилиндров
- Второй способ: при помощи деревянной оправки
- Народные способы
- Как опознать убитый или отремонтированной мотор перед покупкой машины
- Технология гильзовки
- Замеры
- Плюсы от расточки коленвала
- Как расточить цилиндр своими силами
- Отзывы владельцев BMW 3-Series Gran Turismo
- Алюминий и чугун
- Комплектации Toyota RAV4 (XA50) джип/suv 5 дв.
- Полностью алюминиевые блоки без гильз
- Изготовление «фрезы»
Особенности по гильзовке блока цилиндров
Необходимо учитывать материал, из которого изготовлен блок цилиндров (алюминий или чугун), а также вид изделия ― с гильзой или цельный. В некоторые алюминиевые блоки цилиндров нельзя устанавливать поршни ремонтного размера. Особенность цельных БЦ, изготовленных из чугуна, ― нанесение хона на стенки цилиндров. Достаточно редко можно встретить моторы с установкой стальных гильз в чугунном БЦ. Алюминиевые блоки цилиндров обычно выпускаются с гильзами, варианты цельнолитых БЦ встречаются значительно реже.
Сегодня автопроизводители отдают предпочтение блоку цилиндров из алюминия с установленными «сухими» гильзами. На стенки гильз наносится специальное покрытие для улучшения прочностных характеристик и износостойкости втулки. Взаимодействие поршня и поршневых колец происходит именно со стенками гильзы. Выпускаются БЦ из алюминия с возможностью применения ремонтных поршней и гильзовкой.

Существует вариант блока цилиндров из алюминия, в который при ремонте нельзя поставить поршни и кольца увеличенного размера. Деталей для таких ремонтных работ изготовители просто не выпускают. Однако блоки цилиндров этого типа также гильзуют. Следует помнить, что проблемы обычно возникают при установке гильз в алюминиевые БЦ, а с блоками из чугуна сложностей нет.
Первая проблема связана с очень значительной стоимостью оригинальных гильз для двигателей с предусмотренной изготовителем возможностью гильзования. Это делает экономически бессмысленным гильзование БЦ втулками из алюминия всего блока. Прибегать к такому способу целесообразно при установке одной гильзы.
В качестве альтернативного решения применяют установку втулок из чугуна в алюминиевые БЦ. Такой метод достаточно успешно используют мастера в России и других бывших советских республиках. При выполнении ремонтных работ необходимо обеспечит правильный натяг между втулкой и БЦ. До установки гильзы требуется выполнить комплексные замеры
Особое внимание надо обратить на подбор тепловых зазоров и обеспечение нужного отвода тепла.

Необходимо учитывать нюансы, возникающие при установке гильзы в один цилиндр. Такая операция может привести к нарушению геометрии соседнего цилиндра. Специалисты также оценивают возможность использования метода запрессовки или свободной посадки. При свободной посадке охлажденная гильза устанавливается в нагретый блок цилиндров. При этом способе установки нужно использовать герметик.
В нашу компанию вы можете обратиться за гильзовкой блока цилиндров.
Цены действительны с 1 сентября 2020 года
|
Двигатель |
Цена, руб. |
|
ВАЗ |
3 900 руб. |
|
Ока |
1 900 руб. |
|
Таврия |
3 900 руб. |
|
УАЗ Ø 100 мм |
7 500 руб. |
|
Иномарки легковые алюминий (за цилиндр) гильза чугун |
3 350 руб. |
|
Иномарки легковые чугун (за цилиндр) гильза чугун |
2 900 руб. |
|
Иномарки V-образные алюминий (за цилиндр) гильза чугун |
4 000 руб. |
|
Иномарки V-образные чугун (за цилиндр) гильза чугун |
3 600 руб. |
|
Иномарки грузовые (за цилиндр) |
3 500 руб. |
|
Перепрессовка поршней иномарка |
300 руб. |
|
Перепрессовка поршней отечественная |
150 руб. |
|
Мойка блока легковые |
500 руб. |
|
Мойка блока грузовые |
700 руб. |
Второй способ: при помощи деревянной оправки
- Единственное, что придется-таки обратиться к мастеру, который бы выточил оправку для выполнения работ. Ее можно сделать из дерева по следующему принципу. Если собрались, к примеру, растачивать цилиндр на 76, то оправка из деревянного круглого бруса должна быть 74 мм в диаметре. А в длину подобная фишка должна быть больше цилиндра на 150-200 мм;
- В самой оправке, изготовленной по размерам, сверлим дырку для воротка. А вдоль пропиливаем разрез ножовкой, куда мы будем впоследствии вставлять наждачную бумагу для проведения работ по расточке. Глубина паза – примерно 10 мм;
- Наждак покупаем и с крупным, и с мелким зерном и, желательно, влагостойкий, на матерчатой основе;
- Вставляем наждак в надрез на оправке и оборачиваем вокруг. Вначале это должен быть крупный. Наждачный материал обильно смачиваем смазкой и приступаем к самому процессу. Делать это надо так: вращать оправку внутри, до достаточно свободного движения. После чего, если самодельная насадка двигается слишком свободно, надо проложить под шлифующий материал полосу бумаги или картон, обернув вокруг.

Предупреждаем сразу, процесс достаточно продолжительный. Надо запастись терпением и силами. Можно устроить перекур, например, чтобы немного отдохнуть. Утолщая бумагу между наждаком и оправкой, доводим расточку до нужного размера по поршню, периодически вставляя и проверяя. Как только начинает туго проходить вовнутрь, выбираем уже более мелкую шлифовку, делая таким способом зеркало.
В идеале поршень должен находится в цилиндре довольно плотно и не смещаться вниз от своего веса (это для машинных моторов). А на мотоциклетных – поршень может сновать довольно легко, но не должен болтаться (так как при нагреве его будет подклинивать от расширения).
Как видим, в вопросе, как расточить блок цилиндров в домашних условиях, ничего военного не наблюдается. Требуется, разве что, отменное терпение и аккуратность. Ну, и время, потраченное на расточку.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Источник
Как опознать убитый или отремонтированной мотор перед покупкой машины
Что такое капремонт
Ремонт силового агрегата бывает частичным и полным. В первом случае сервисмены ограничиваются заменой поршневых колец, вкладышей, сальников и прокладок. При полной же переборке объем работ существенно больше, стоимость ремонта выше, а шансы сделать что-то не так увеличиваются.
Так, при полной капиталке не обойтись без демонтажа мотора и механической обработки — например, расточки блоков и шлифовки коленвалов. При этом успех во многом зависит от качества запчастей. Нередко вместо новых деталей ставят подержанные, чтобы снизить свои затраты в расчете на выгоду.
Меняются прокладки, резинометаллические уплотнения, элементы привода ГРМ, устанавливаются новые поршневые кольца и вкладыши коленчатого вала. Возможна замена также клапанов, масляных насосов и коленчатых валов. Блок цилиндров и головки, как правило, не меняют, а стараются отремонтировать расточкой или перегильзовкой. Все зависит от масштаба бедствий проблемного мотора.
Косвенные признаки капремонта
При визуальном осмотре автомобиля, который вы наметили к покупке, следует обратить особое внимание на состояние моторного отсека. Уже сам по себе идеально чистый двигатель не нового автомобиля должен насторожить
Еще больше информации дадут идеально чистые опоры силового агрегата. Если ситуация такова, вероятность, что двигатель демонтировали, серьезно повышается.
Стоит обратить внимание также на то, как проложен герметик головки блока цилиндров. На двигателях, сохранивших заводское исполнение, уплотняющая полоса выглядит идеально ровно, поскольку наносится в заводских условиях автоматически
Наконец, осмотрите через лупу болты крепления головки блока. Если они совершенно новые, а рядом видны характерные царапины от инструмента, есть вероятность, что двигатель вскрывался.
Другие признаки проблемного мотора
Открутите масляную пробку и посмотрите на ее тыльную сторону. Здесь не должно быть никаких белых следов и эмульсии. В противном случае двигатель перегревали и очень вероятно, что неоднократно. Как вариант, блок цилиндров покоробило, прокладку пробило, и антифриз попал в масло. Кстати, прорыв масла в антифриз легко обнаружить также по эмульсии на масляном щупе двигателя.
Многое о здоровье мотора может сообщить и выхлоп. Если двигатель проблемный или капремонт проводился некачественно, проблему можно выявить по сизому или голубоватому дыму из выхлопной трубы. Белый же дым на хорошо прогретом двигателе — чаще всего следствие попадания в цилиндры охлаждающей жидкости, например, через негерметичную прокладку головки блока.
Вооружаемся видеокамерой
Хотите буквально докопаться до правды? Тогда выкручивайте свечи и с помощью эндоскопа (специальной камеры со светодиодной подсветкой) осматривайте состояние стенок цилиндров. Посредством такого оборудования можно подробно рассмотреть камеру сгорания, стенки цилиндров, поршень и клапаны.
Причем такие приборы делают четкие снимки и даже качественную видеозапись, которую можно представить как аргумент для торга с продавцом. Советуем не полагаться в таком вопросе лишь на свои силы. Специалист точнее определит с помощью эндоскопа степень износа стенок цилиндра по характерным задирам и трещинам.
Кроме того, вооружившись эндоскопом, можно определить наличие так называемой хонинговочной сетки (финишная чистка поверхностей при помощи специальной абразивной пасты), которая способствует удержанию моторного масла. Если она присутствует и нанесена профессионально, то цилиндропоршневая группа работает без проблем.
Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
Это интересно: Самостоятельная выгрузка двигателя
https://youtube.com/watch?v=I85ExprEodI
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала
На данном этапе очень важно выдержать необходимую форму паза.
Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
https://youtube.com/watch?v=5Mbxf73762U
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди ).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем…
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Плюсы от расточки коленвала
В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
- Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
- Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
- Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
- Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Как расточить цилиндр своими силами
Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
- Шкурка обильно смачивается маслом.
- Абразивная бумага оборачивается вокруг оправки.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости.
То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит. Идеальный вариант расточки
Отзывы владельцев BMW 3-Series Gran Turismo
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
Комплектации Toyota RAV4 (XA50) джип/suv 5 дв.
Всего в сравнении
Полностью алюминиевые блоки без гильз
Делать блоки цилиндров из алюминия без чугунных гильз крайне выгодно. Во-первых, это меньшая масса мотора. Во-вторых, теплопроводность алюминия выше, чем у чугуна, а значит, лучше теплоотвод от самых нагруженных частей мотора. Наконец, и поршни, и головка блока цилиндров тоже выполнены из алюминия, а значит, их коэфициент теплового расширения будет близок к коэффициенту расширения блока. Поэтому можно уменьшить тепловые зазоры до минимума, обусловленного разницей температур поршня и блока цилиндров.
Технологии цельноалюминиевых блоков цилиндров условно можно разделить на три группы материалов, и во всех случаях это будет не «чистый» алюминий, а блок из «крылатого» металла с прочным покрытием цилиндров.
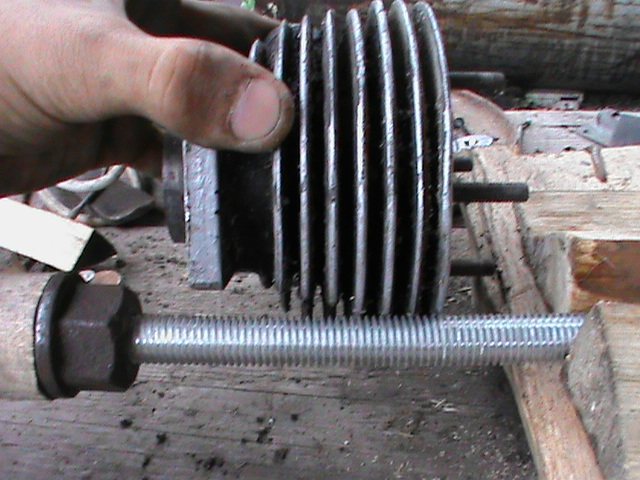
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:

Отпилим получившееся:

Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:

Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.

Типа того:

Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:

И «зона релакса»:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.






