Что такое опрессовка двигателя: для чего нужна данная операция
Содержание:
- Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео
- Кнопка ГБО карбюратор
- Процесс опрессовки
- Как это делается?
- Цена на опрессовку ГБЦ
- Рабочий процесс опрессовки
- Опрессовка своими руками с применением ванной
- Опрессовка воздухом и водой – что это такое?
- Как это делается?
- Общая технология опрессовки
- Применяемое оборудование
- Подготовка блока к операции
- Последствия негерметичного впуска
- Когда менять моторное масло на Гранте
- Как работает тороидальный вариатор
- В каких случаях проводится операция?
- Общая технология опрессовки
Опрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео
Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.
Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.
Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
(3 оценок, среднее: 4,00 из 5) Загрузка.
Источник
Кнопка ГБО карбюратор
Переключатель вида топлива для карбюработного автомобиля имеет индекс «G» и три положения:
- I – режим работы только на бензине. При этом режиме работы задействован бензиновый насос, а все газовое оборудование отключено;
- 0 – режим работы, при котором обе системы подачи питания отключены. Позволяет выработать содержимое поплавковой камеры карбюратора перед переходом на газ. Этот режим работы необходим для предотвращения заливания ДВС двумя видами топлива одновременно.
- II – режим работы только газ. Автомобиль заводится и работает исключительно на газу, топливо подача на бензиновый насос при этом не используется. В весенне-летний период времени года можно эксплуатировать автомобиль вовсе без бензина.
На лицевой панели устройства предусмотрены светодиодные индикаторы, которые сигнализируют о том, на каком топливе в данный момент работает автомобиль.
На боковой панеле устройства разположен потенциомерт, который регулирует время подачи газа. В случае, когда двигатель по каким-либо причинам не работает или не заводится в этот промежуток времени подача газа прекращается в автоматическом режиме.
Большинство кнопок переключения газ-бензин дополниетльно оснащены индикацией количества оставшегося в баллоне газа.
Процесс опрессовки
Стоимость работ по восстановлению системы охлаждения может существенно отличаться в каждом конкретном случае. Однако итоговая цена подобных мероприятий всегда ниже затрат, необходимых для ремонта силового агрегата и/или замену его комплектующих, вышедших из строя из-за протески тосола. Попадание в моторное масло любых инородных веществ почти всегда приводит к дорогостоящим ремонтным работам.
Опрессовку системы охлаждения можно выполнить своими руками, однако практика показывает, что решение подобных проблем лучше поручить профессионалам. Эта работа требует не только времени и сил. Нужны хотя бы базовые знания и опыт проведения подобных процедур. К тому же, в хорошем сервисном центре владелец автотранспорта получит гарантию качества проделанных работ.
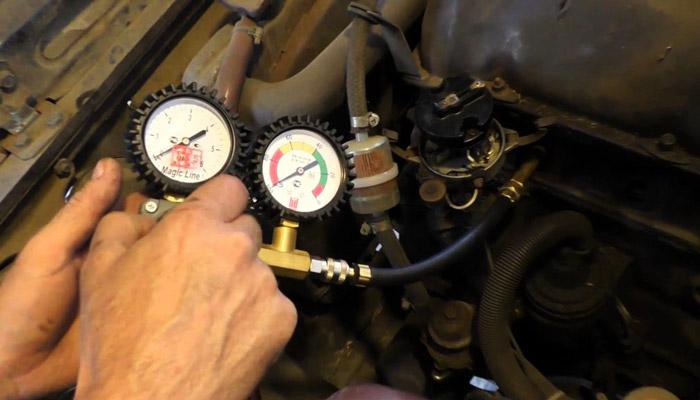
В нашем техцентре опрессовка системы охлаждения выполняется набором инструментов и материалов, созданных специально для этих целей. К тому же, все работы выполняют опытные и высококвалифицированные мастера. Для процедуры требуется ручной насос, который оснащен жесткими шлангами и манометром. Двигатель автомобиля должен быть холодным.
Посредством насосного оборудования в систему нагнетают воздух. Повышенное давление практически сразу позволяет обнаружить течь. Довольно часто можно столкнуться с ситуацией, когда утечка происходит из отверстий, которые закрываются при охлаждении системы и становятся видимыми лишь после её прогрева. А поскольку тосол испаряется очень быстро и практически не оставляет следов, то невооруженным глазом заметить такой конструктивный дефект почти невозможно.
После обнаружения дефекта его устраняют средствами и методами, которые подбираются для каждого случая персонально. Протечку охлаждающей жидкости через ГБЦ обнаружить сложнее, но решается эта проблема достаточно просто. Для этого необходимо демонтировать головку блока цилиндров и установить новую прокладку.
Обратившись в нашу компанию, вы непременно оцените профессионализм персонала, уровень сервиса и демократичные цены на весь спектр услуг. Мы устраняем любые неисправности автомобилей, включая протечку в системе охлаждения двигателя, предельно оперативно и профессионально, предоставляя фирменную гарантию и устанавливая доступный ценник.
Как это делается?
Общая схема гидропневмоиспытаний выглядит следующим образом:
- Часть системы, подвергаемая испытаниям, изолируется путем перекрытия запорной или регулировочной арматуры (трубы канализации закрываются резиновыми заглушками или деревянными пробками, обмотанными ветошью).
- Далее система полностью заполняется водой. В системе отопления при этом через установленные в самом верху воздухоотводчики сбрасывается воздух.
- К трубопроводу подключается насос-опрессовщик, который докачивает в систему некоторое количество рабочей жидкости, создавая требуемое регламентом испытаний давление.
- По достижении требуемого давления опрессовщик отключается. При этом наблюдатель фиксирует показания на манометре.
- В течение определенного времени система остается под давлением. Длительность выдержки может составлять от 0,5 часа (для систем отопления) до 6 – 8 часов.
- После того как назначенное время вышло, наблюдатель снова снимает показания с манометра. Если давление отличается от первоначальной величины, значит в системе имеется утечка, которую следует найти и устранить. После этого опрессовку выполняют по новой.

Опрессовка системы отопления воздухом
Обычно используют следующие точки подключения:
- Для систем отопления: специальный кран на одном из радиаторов, либо спускной кран на элеваторном узле (в централизованных системах).
- Для систем водоснабжения: один из патрубков подключения к крану холодной или горячей воды.
- Для системы канализации: любая из ревизий, обычно устанавливаемых с шагом 40 – 50 м.
Если проверке подвергалась система отопления, Акт о гидропневмоиспытаниях подписывается представителями теплосети и организации, осуществляющей теплоснабжение. Далее инспектор проверяет теплоноситель на жесткость.
 Данные о порядке проведения опрессовки трубопроводов, технологических схемах этого процесса и технике безопасности содержатся в соответствующих разделах следующих СНиП:
Данные о порядке проведения опрессовки трубопроводов, технологических схемах этого процесса и технике безопасности содержатся в соответствующих разделах следующих СНиП:
- СНиП 3.05.01-85 (посвящен внутренним санитарно-техническим системам).
- СНиП 41-01-2003 (излагаются вопросы организации систем отопления, кондиционирования и вентиляции).
- СНиП 3.05.04-85 (касается наружных систем водоотведения).
Методика опрессовки трубопроводов промышленных предприятий оговаривается в отраслевых нормах.
Среди прочего указанные документы устанавливают величину испытательного давления. Она зависит от материала трубопровода, толщины его стенок (берется минимальное значение), разницы по высоте между самым верхним и нижним элементами системы и других факторов. Чаще всего давление при проведении гидропневматических испытаний развивают до следующих значений:
- в напорных трубопроводах (водоснабжение): 10 – 15 атм.;
- чугунная канализация: 1,5 атм.;
- безнапорные полимерные трубы: 1,5 – 2 атм.;
- системы отопления в многоквартирных домах (с чугунными радиаторами): 2 – 5 атм. (по СНиПу – не менее 1,5 рабочего давления);
- узел ввода (в централизованных системах): 10 атм.;
При опрессовке системы отопления в частных домах достаточно давления до 2 атм. (выше нагнетать нет смысла: на этот уровень обычно настраивается аварийный клапан).
Цена на опрессовку ГБЦ
Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной
Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Опрессовка воздухом и водой – что это такое?
Если объект такую проверку выдерживает, он считается пригодным к эксплуатации.
В противном случае места, где система дала течь, выявляются и подвергаются ремонту.
Для создания требуемого давления применяется либо специальный насос для опрессовки трубопроводов, так называемый опрессовщик, либо штатный, например, циркуляционный насос в централизованной системе отопления.
В качестве рабочей среды обычно используется вода, но если по тем или иным причинам ее попадание за пределы испытуемой системы является недопустимым, опрессовку проводят воздухом. В этом случае места утечек обнаружить труднее.
Опрессовка – достаточно серьезное мероприятие и проводить ее должен специально подготовленный сотрудник, прошедший аттестацию. Для коммунальных и промышленных предприятий это правило является обязательным.
По завершении процедуры подписывается Акт гидропневмоиспытаний системы (опрессовки трубопровода) с указанием даты, величины давления, времени выдержки и другой информации.
Что касается частного жилья, решение здесь в руках домовладельца. Многие берутся за опрессовку самостоятельно, но лучше, все-таки, доверить эту работу профессионалу.
Как это делается?
Общая схема гидропневмоиспытаний выглядит следующим образом:
- Часть системы, подвергаемая испытаниям, изолируется путем перекрытия запорной или регулировочной арматуры (трубы канализации закрываются резиновыми заглушками или деревянными пробками, обмотанными ветошью).
- Далее система полностью заполняется водой. В системе отопления при этом через установленные в самом верху воздухоотводчики сбрасывается воздух.
- К трубопроводу подключается насос-опрессовщик, который докачивает в систему некоторое количество рабочей жидкости, создавая требуемое регламентом испытаний давление.
- По достижении требуемого давления опрессовщик отключается. При этом наблюдатель фиксирует показания на манометре.
- В течение определенного времени система остается под давлением. Длительность выдержки может составлять от 0,5 часа (для систем отопления) до 6 – 8 часов.
- После того как назначенное время вышло, наблюдатель снова снимает показания с манометра. Если давление отличается от первоначальной величины, значит в системе имеется утечка, которую следует найти и устранить. После этого опрессовку выполняют по новой.
Опрессовка системы отопления воздухом
Обычно используют следующие точки подключения:
- Для систем отопления: специальный кран на одном из радиаторов, либо спускной кран на элеваторном узле (в централизованных системах).
- Для систем водоснабжения: один из патрубков подключения к крану холодной или горячей воды.
- Для системы канализации: любая из ревизий, обычно устанавливаемых с шагом 40 – 50 м.
Если проверке подвергалась система отопления, Акт о гидропневмоиспытаниях подписывается представителями теплосети и организации, осуществляющей теплоснабжение. Далее инспектор проверяет теплоноситель на жесткость.
Данные о порядке проведения опрессовки трубопроводов, технологических схемах этого процесса и технике безопасности содержатся в соответствующих разделах следующих СНиП:
- СНиП 3.05.01-85 (посвящен внутренним санитарно-техническим системам).
- СНиП 41-01-2003 (излагаются вопросы организации систем отопления, кондиционирования и вентиляции).
- СНиП 3.05.04-85 (касается наружных систем водоотведения).
Методика опрессовки трубопроводов промышленных предприятий оговаривается в отраслевых нормах.
Среди прочего указанные документы устанавливают величину испытательного давления. Она зависит от материала трубопровода, толщины его стенок (берется минимальное значение), разницы по высоте между самым верхним и нижним элементами системы и других факторов. Чаще всего давление при проведении гидропневматических испытаний развивают до следующих значений:
- в напорных трубопроводах (водоснабжение): 10 – 15 атм.;
- чугунная канализация: 1,5 атм.;
- безнапорные полимерные трубы: 1,5 – 2 атм.;
- системы отопления в многоквартирных домах (с чугунными радиаторами): 2 – 5 атм. (по СНиПу – не менее 1,5 рабочего давления);
- узел ввода (в централизованных системах): 10 атм.;
При опрессовке системы отопления в частных домах достаточно давления до 2 атм. (выше нагнетать нет смысла: на этот уровень обычно настраивается аварийный клапан).
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Применяемое оборудование
Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Последствия негерметичного впуска
На турбированном бензиновом двигателе, подсос воздуха перед турбонагнетателем минуя датчик массового расхода воздуха приводит к переобеднению топливной смеси, так как он, ДМРВ, учитывает количество воздуха проходящего только через него. Бедная смесь в свою очередь может привести к прогару клапанов, поршневой группы, разрушению выпускноого коллектора и турбонагнетателя. Это происходит из-за перегрева указанных деталей. На обогащённой топливной смеси мельчайшие капельки несгоревшего топлива, уносят тепло охлаждая теплонагруженные части, к тому же при меньшем количестве воздуха понижается скорость горения и тем самым, температура.
Дизельный двигатель более устойчив к бедной смеси, т.к. температура рабочих газов тут меньше чем у бензинового мотора в среднем на 200 градусов. У дизелей на бедной смеси происходит падение мощности, машина теряет в динамике. Если утечка воздуха происходит после турбокомпрессора, например, из-за рваного шланга идущего на интеркуллер, то мы имеем дело с низким давление турбины. Важным моментом является проверка электромагнитного клапана регулировки давления наддува. Ошибки при компьютерной диагностике по нему можно увидеть достаточно редко, но на деле клапан может быть неисправным. Дефект клапана может проявляться и как «недодув» и как «передув» турбины.
Для выявления отклонений наддува необходимо с помощью диагностического оборудования посмотреть запрашиваемое и фактическое давление. На исправной машине эти два показания должны совпадать.
Если на бензиновом моторе возникает передув, то нужно проверить на герметичность шланги идущие от клапана на актуатор турбины и целостность диафрагмы самого актуатора. Для этого можно сделать отдельно опрессовку магистрали от клапана до турбины. Подав давление в этот шланг можно будет наблюдать, как двигается флажок привода вестгейта. Иногда он закисает в закрытом положении и возникает сильный передув. Хотелось бы напомнить, что и здесь при опрессовке высокое давление более 1-1.5 бара подавать нельзя, так как можно повредить диафрагму актуатора турбины. Передув может быть связан с установкой «китайской турбины» подделанной под известный бренд Garrett, Borg Warner, IHI и так далее. Подделывается упаковка, вкладыш с инструкцией, голограммы, шильдики и гравировки на самой турбине. Простому обывателю бывает трудно отличить подделку от оригинального изделия. Турбина сделана с нарушением технологии во всём, в том числе нарушен размер порта вестгейта, как например, на Borg Warner (19 мм. вместо положенных 24 мм), используется крыльчатка увеличенного размера… Всё это приводит к передуву и не может быть устранено никак иначе, как только заменой турбокомпрессора на оригинальный. Хотя некоторые турбины поддаются настройке в прошивке, но это все же «колхоз» и при установке оригинальной детали будет уже «недодув», поэтому снова потребуется записывать другую прошивку. Так же, китайские турбины выходят на рабочее давление значительно позже, в среднем на 700-1000 оборотов двигателя (3000 об/мин против 2000).
На дизеле управление турбиной похоже, но основано не на давлении, а на разрежении. Тарелка вестгейта или геометрия турбины здесь удерживается открытой с помощью пружины до тех пор, пока от вакуумного насоса через электромагнитный управляющий клапан наддува не приходит разряжение и при помощи актуатора она не закрывается. Чаще всего «умирает» электромагнитный клапан или закисает геометрия турбины из-за большого скопления нагара. В зависимости от того, в каком положении, открытом или закрытом, зависнет геометрия, может иметь место как передув, так и недодув. Когда неисправен клапан, то в основном это проявляется, как отсутствие наддува. Чтобы не покупать новый для проверки можно снять с него 2 шланга и соединить их небольшой трубкой. Сделать короткую пробную поездку, чтобы понять «поехала» машина или нет. Даже если у вас нет возможности снять логи и посмотреть давление наддува, можно сразу понять в клапане было дело или нет
Внимание! Сделать нужно всего лишь одну пробную поездку, т.к. без клапана турбина дует максимум от своих возможностей, что может привести к ее замене при подобной постоянной эксплуатации
Когда менять моторное масло на Гранте
Замена моторного масла на Гранте производится каждые 10-15 тыс км пробега. Именно в течении этого времени масло обладает всеми необходимыми свойствами для смазки узлов двигателя. Далее масло начинает чернеть и становится более жидким, то есть теряет вязкость.
Сроки замены масла зависят от эксплуатации вами автомобиля, некоторые за год проезжают по 30-50 тыс км и соответственно меняют его по 4-5 раз в год. Другие лишь 10-20 тыс, соответственно производят замену моторного масла на Гранте всего 1-2 раза в год.
Как работает тороидальный вариатор
Глядя на схему тороидального устройства, может показаться, что оно не относится к механизмам вариаторного типа. Здесь отсутствует ременная передача, шкивы не перемещаются относительно друг друга (не сходятся и не расходятся), валы стоят неподвижно. Но, если проанализировать принцип действия данного механизма, получается, что он очень похож на классический вариатор:
- Ведущий диск вариатора прочно сидит на выходном валу двигателя внутреннего сгорания.
- Ведомый – передает вращение на приводной вал главной передачи.
- Ролики передают момент вращения от силового агрегата на ведомый диск.
- Передаточное число изменяется, в зависимости от угла наклона роликов и места контакта с дисками.
Благодаря двум степеням свободы, ролики вариатора могут крутиться вокруг своей оси, а также совершать наклоны в вертикальном направлении. В результате происходит их контакт с дисками на различных уровнях.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.